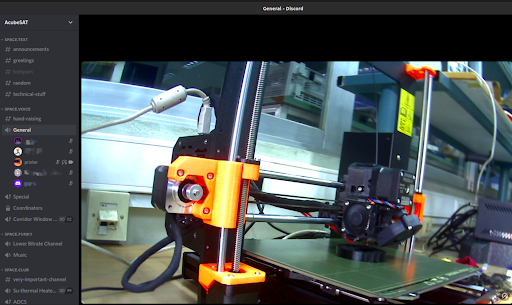
Whether you are a 3D printing hobbyist or not, all members of AcubeSAT suggest Prusa3D. Prusa Research is one of the top open source companies in the 3D printing industry right now. Lots of pizza, a basement and a dream were everything Josef Prusa needed – a Czech hobbyist, maker and inventor – in order to set the foundations for eight floors of a huge old Prague factory designing & constructing 3D printers. Prusa designs both the software and the hardware of 4 different types of printers, which are all open-source. You can find more about Prusa Research and their cool stuff here. Our team had the honor to be sponsored by Prusa Research that provided us with the award winning Original Prusa i3 MK3S+ 3D printer.
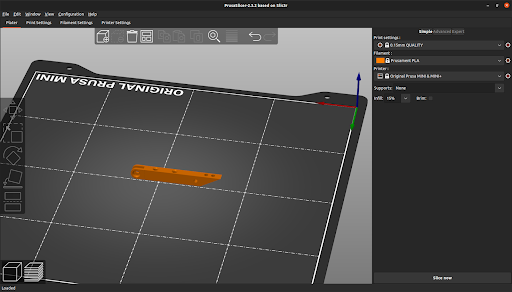
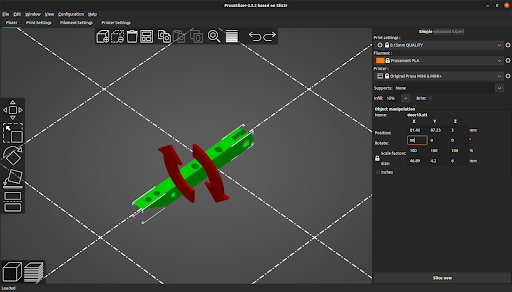
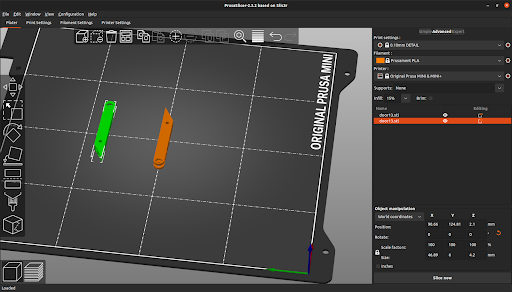
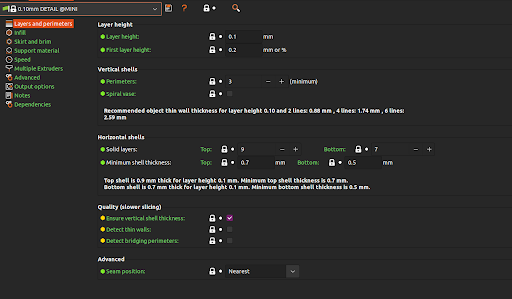
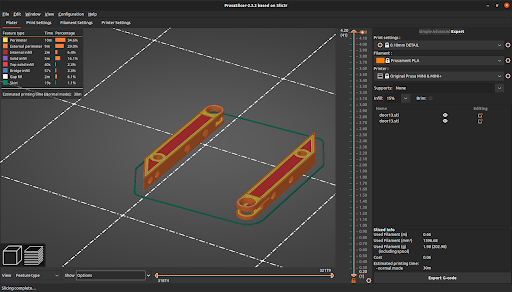
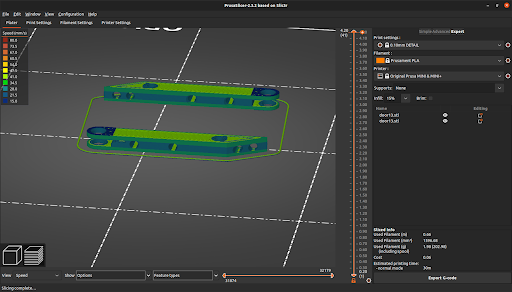
We will now describe the whole process of printing a 3D Prusa Model step by step. (During the following process it is considered that you have already installed the 3D Prusa Slicer.
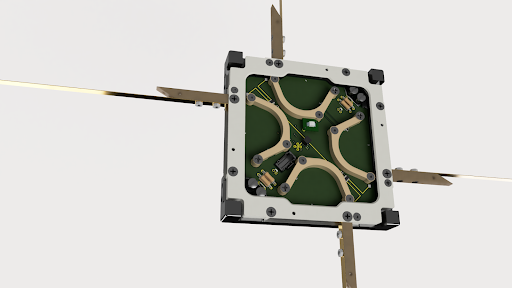
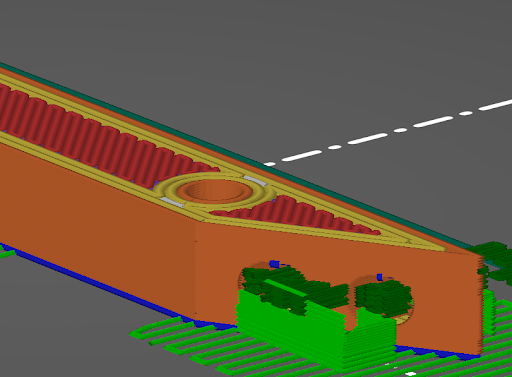
In this demonstration, we will build parts of our homemade Antenna Deployment Mechanism. This is the structure that is responsible for housing and deploying our UHF antenna and is pictured below. For a more detailed description you can read the Mechanisms section of our Critical Design Review.